

- 暂时还没有文章
锅炉高压蒸汽排放消音器产品的应用与结构图分析
锅炉高压蒸汽排放消音器产品的应用与结构图分析。锅炉高压蒸汽排放消音器它
是在各类超高压放空排气/排汽的一种消音降噪的新型装置中,包括设有:喷注外筒体甲件的两端各焊有椭圆形封头甲件;椭圆形封头甲件一端焊接带有管端板IV件的接口节流管甲件,以及椭圆形封头甲件的另一端焊有吊耳A件;并且在喷注外筒体甲件内腔的接口节流管甲件上,焊有分别焊接:一级,带有节流减压管I件和管端板I件的封堵环板I件;二级,带有节流减压管II件和管端板II件的封堵环板II件;三级,带有节流减压管III件和管端板III件的封堵环板III件;以上相关联的各构件间,均分别采用焊接牢固而与其制造构成一体的成套件产品。
锅炉高压蒸汽排放消音器的几种类型: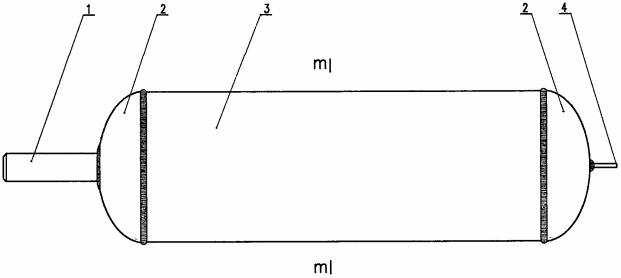
(一)、节流减压排气消音器:利用多层穿孔板或穿孔管分级扩散减压,即将排气的总压降分散至各层节流孔板上,将压力突变排空改变为压力渐变排空,并使通过孔板的流速得到一定的控制。
(二)、小孔喷注消音器:小孔喷注消音器是以许多微小的喷口代替大喷口。它适用于流速极高的放空排气,其消声原理是通过缩小喷口孔径,使噪声的主要频率移向高频,降噪量一般可达成20dB(A计权)以上。它还具有体积小、重量轻、结构简单、造价经济等独特优点。
(三)、节流减压和小孔喷注复合气体排放消音器:这是综合节流减压和小孔喷注两类消音器的特点而组成的消音器,对于不同压力高速放空排气噪声的插入损失高达30~65dB(A计权),尤其适用于发电厂锅炉安全阀放空排气。设计这类消音器时,应先设节流,然后再使气流进入小孔喷注。节流级数视排气压力而定,少则1~2级,多则为3~5级,而小孔喷注一般取1级。
在考虑上述种种因素,是涉及一种节流减压和小孔喷注复合气体排放消音器(节流级数为5级)。在用于化工、石油、冶金、火力发电、核电、纺织、机械、超低噪音飞机、等等行业的蒸汽放空和空气、空分装置、压力罐、喷射器、火箭发射喷射等等排汽放空(包括:锅炉过热器排汽、再热器排汽、安全阀或动力释放阀排汽),以及其它气体排放的一种消音降噪的新型装置中,它适用于流速极高的放空排气,其消声原理是通过缩小喷口孔径,使噪声的主要频率移向高频,降噪量一般可达45~65dB(A计权)以上。
锅炉高压蒸汽排放消音器它具有下列特点:
一,消声量大,锅炉高压蒸汽排放消音器消声量可达45~65dB(A);
二,体积小,重量轻,结构简单,维修方便。蒸汽排放消音器采用与排气管直接焊接结构,排气管的水平位移和垂直位移不受限制;
三,安全性好,由于采用消音器和排气管直接的结构,故蒸汽排放时反作用力相互平衡,它与采用支座将消音器固定于炉顶的结构,或与管道和蒸汽排放消音器插接的结构相比,提高了安全性;
四,蒸汽排放消音器不需要在炉顶另加支承结构,故减少了土建及安装工作量,对老厂改造增设消音器尤为适宜;
五,蒸汽排放消音器不影响安全阀排量及启跳与回座压力。
技术方案(一)是:一种超高压蒸汽/气体排放复合消音器。它是在各类超高压放空排气/排汽的一种消音降噪的新型装置中,包括设置 具有:喷注外筒体甲件的两端各焊有椭圆形封头甲件;椭圆形封头甲件一端焊接带有管端 板IV件的接口节流管甲件,以及椭圆形封头甲件的另一端焊有吊耳A件;并且在喷注外筒体 甲件内腔的接口节流管甲件上,焊有分别焊接:一级,带有节流减压管I件和管端板I件的 封堵环板I件;二级,带有节流减压管II件和管端板II件的封堵环板II件;三级,带有节 流减压管III件和管端板III件的封堵环板III件;以上相关联的各构件间,均分别采用焊接 牢固而与其制造构成一体的1成套件产品。
技术方案(二)是:一种超高压蒸汽/气体排 放复合消音器。它是在各类超高压放空排气/排汽的一种消音降噪的新型装置中,包括设置 具有:喷注外筒体乙件的两端各焊有椭圆形封头乙件;椭圆形封头乙件一端焊接带有带颈 凸面焊接法兰和管端板VIII件的接口节流管乙件,以及椭圆形封头乙件的另一端焊有吊耳 B件;并且在喷注外筒体乙件内腔的接口节流管乙件上,焊有分别焊接:一级,带有节流减 压管V件和管端板V件的封堵环板V件;二级,带有节流减压管VI件和管端板VI件的封堵环 板VI件;三级,带有节流减压管VII件和管端板VII件的封堵环板VII件;以上相关联的各 构件间,均分别采用焊接牢固而与其制造构成一体的2成套件产品。
技术方案(三)是:一种超高压蒸汽/气体排 放复合消音器。它是在各类超高压放空排气/排汽的一种消音降噪的新型装置中,包括设置 具有:喷注外筒体丙件的两端各焊有椭圆形封头丙件;椭圆形封头丙件一端焊接带有管端 板XII件的接口节流管丙件,以及椭圆形封头丙件的另一端焊有吊耳C件;并且在喷注外筒 体丙件内腔的接口节流管丙件上,焊有分别焊接:一级,带有节流减压管IX件和管端板IX 件的封堵环板IX件;二级,带有节流减压管X件和管端板X件的封堵环板X件;三级,带有 节流减压管XI件和管端板XI件的封堵环板XI件;另外,在喷注外筒体丙件支承力点部位上, 焊有分别焊接带有支承连接板和加强筋板的加强腹板,以上相关联的各构件间,均分别采 用焊接牢固而与其制造构成一体的3成套件产品。
下面结合附图和实施例对进一步说明。
图1是实施例的1成套件主视图。
图2是实施例的1成套件后视图。
图3是实施例的1成套件仰视图。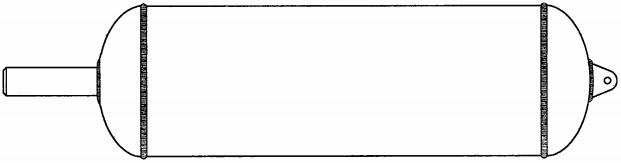
图4是实施例的1成套件俯视图。
图5是实施例的1成套件左视图。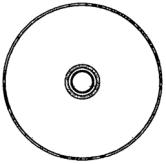
图6是实施例的1成套件右视图。
图7是实施例图1的m-m剖面图。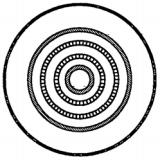
图8是实施例图4的A-A剖视图。
图9是实施例的2成套件主视图。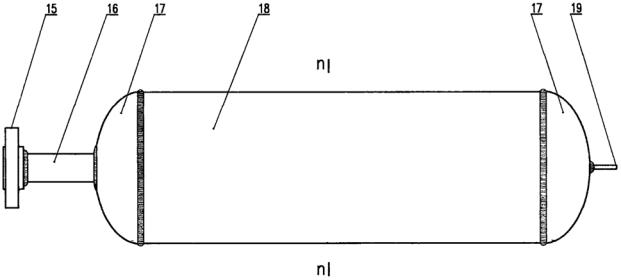
图10是实施例的2成套件后视图。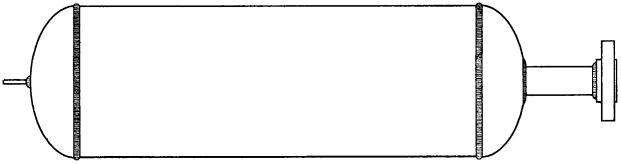
图11是实施例的2成套件仰视图。
图12是实施例的2成套件俯视图。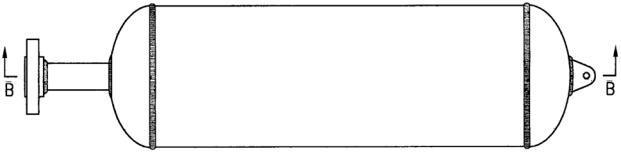
图13是实施例的2成套件左视图。
图14是实施例的2成套件右视图。
图15是实施例图9的n-n剖面图。
图16是实施例图12的B-B剖视图。
图17是实施例的3成套件主视图。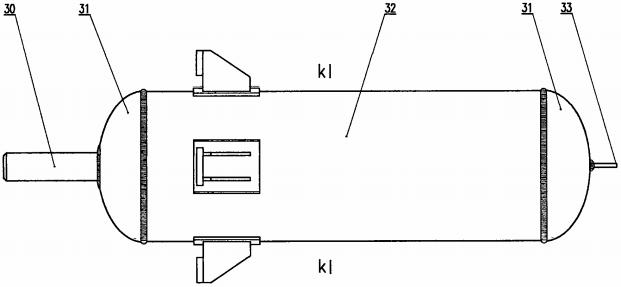
图18是实施例的3成套件后视图。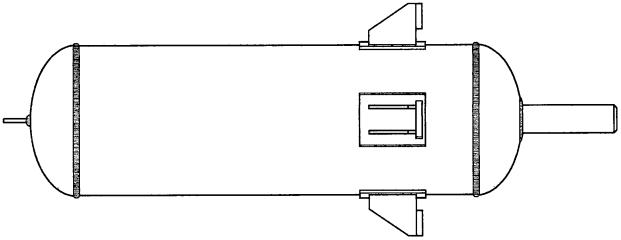
图19是实施例的3成套件仰视图。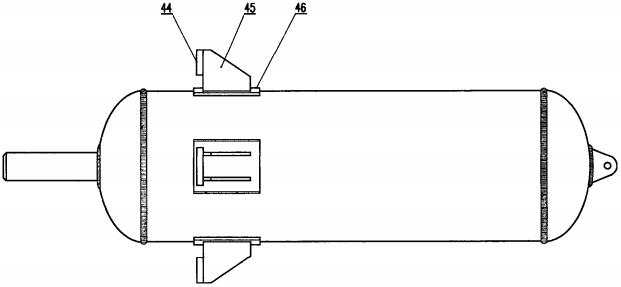
图20是实施例的3成套件俯视图。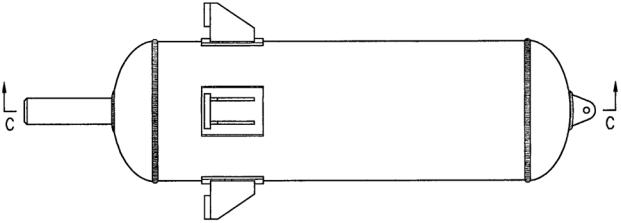
图21是实施例的3成套件左视图。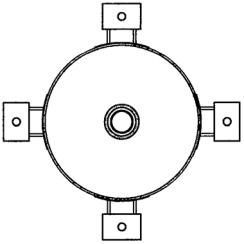
图22是实施例的3成套件右视图。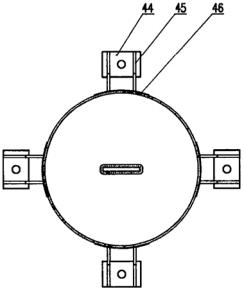
图23是实施例图17的k-k剖面图。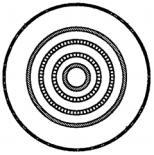
图24是实施例图20的C-C剖视图。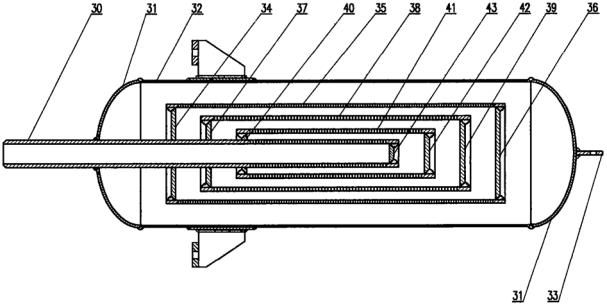
图1中:1 .接口节流管甲件,2.椭圆形封头甲件,3.喷注外筒体甲件,4.吊耳A件;
图8中:1 .接口节流管甲件,2.椭圆形封头甲件,3.喷注外筒体甲件,4 .吊耳A件;5 . 封堵环板I件,6.节流减压管I件,7 .管端板I件,8.封堵环板II件,9.节流减压管II件,10.管 端板II件,11 .封堵环板III件,12.节流减压管III件,13.管端板III件,14.管端板IV件。
图9中:15 .带颈凸面焊接法兰,16.接口节流管乙件,17 .椭圆形封头乙件,18.喷注 外筒体乙件,19.吊耳B件;
图16中:15 .带颈凸面焊接法兰,16 .接口节流管乙件,17 .椭圆形封头乙件,18 .喷 注外筒体乙件,19 .吊耳B件,20 .封堵环板V件,21 .节流减压管V件,22 .管端板V件,23 .封堵 环板VI件,24.节流减压管VI件,25.管端板VI件,26.封堵环板VII件,27 .节流减压管VII件, 28.管端板VII件,29.管端板VIII件。
图17中:30.接口节流管丙件,31 .椭圆形封头丙件,32.喷注外筒体丙件,33.吊耳C件;
图19中:44.支承连接板,45.加强筋板,46.加强腹板;
图22中:44.支承连接板,45.加强筋板,46.加强腹板;
图24中:30.接口节流管丙件,31 .椭圆形封头丙件,32.喷注外筒体丙件,33.吊耳C 件,34 .封堵环板IX件,35.节流减压管IX件,36.管端板IX件,37 .封堵环板X件,38.节流减压 管X件,39 .管端板X件,40 .封堵环板XI件,41 .节流减压管XI件,42 .管端板XI件,43 .管端板 XII件。